
近20年專注橡塑設備研發生產
主營密煉機、開煉機、擠出機、造粒機、過濾出片機

服務熱線:
18046916153

諮詢:18046916153
問:18046916153
微信:18046916153
電子郵件: lnmlj@linajx.com
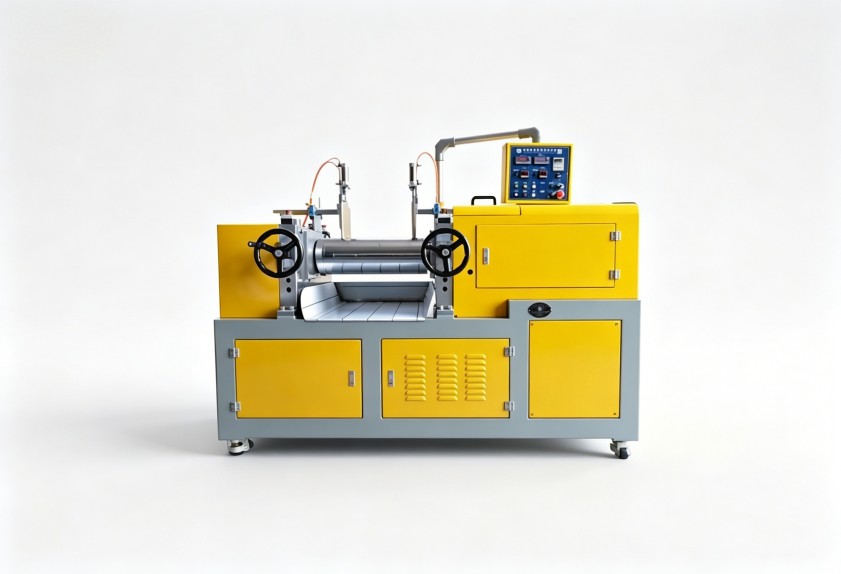
開煉機参数总调不对?电线电缆料混炼出问题的根源在这
很多做电缆料生产的企业,在开炼工序里经常反复碰到差不多的麻烦,料片厚薄不均匀,填料分散不到位,不同批次之间的颜色还有流动性差得很明显,偶尔还会出现焦烧烧焦的情况,不少人把设备从头到尾排查了一遍没发现问题,原料也没换过,那问题到底出在哪呢?很多时候啊,根源就藏在开炼机的参数设置里面。
不少一线操作员习惯直接沿用上一批次的参数,要不就直接照着设备手册上给的推荐值来用,可电线电缆料本身是有特殊性的,配方里往往加了大量的无机填料、增塑剂还有各类功能性助剂,对辊温、辊距、混炼时间还有翻炼节奏的敏感程度,可比普通橡胶制品高多了,参数稍微偏一点,混炼质量就会跟着出一连串的问题。平时大家很容易忽略几个细节点,捋清楚开炼机参数和电缆料混炼质量之间的实际关联,很多问题就能找到解法。
填充系数:很容易被低估的批次稳定性影响因素

填充系数说的就是一次投料量和开炼机有效容量的比值,料投多了,在辊筒上堆得太厚,能给到的剪切力就不够,填料没法被充分剥离分散开;投少了的话,虽然分散效果可能会好一点,但是生产效率就降下来了,单位能耗也跟着往上涨。
对电缆料来说,要拿捏好这个平衡其实挺难的,PVC 电缆料和 PE 电缆料的流变行为差得不少,同一台开炼机,处理不同配方的时候,合适的填充系数差个 15%–20% 都是常有的事,要是一直用同一个固定的投料量,哪怕配方只是做了微调,混炼质量也会出现波动。
更常见的情况是,生产任务赶的时候,为了冲产量,私自把投料量加大,最后料层太厚导致辊筒两端温度不均,辊面中段和边部的温差甚至能到十几度,胶料局部过热,轻的话会影响增塑剂的吸收效率,重的话直接就出现早期焦烧了。一般来说比较合理的做法是,每次换配方或者换原料批次的时候,重新核算下填充系数,再配合料片的出片厚度做下微调,没必要硬追所谓的最大产能,稳定一致的分散度才是电缆料混炼环节最核心的质量指标。

温控精度:焦烧隐患还有分散不良的共同诱因
开炼机辊筒的温度控制,对电缆料混炼质量的影响,比不少人想的要直接得多。
就拿 PVC 电缆料来说,增塑剂的吸收效率和辊温的关联度很高,辊温太低的话,增塑剂没法充分渗到树脂颗粒里面,混炼出来的料表面发黏、内部干涩,后面下游挤出的时候很容易出现熔体破裂的问题;辊温太高的话,PVC 的热稳定性就会下降,降解的风险往上升,料片发黄,物理性能也跟着衰减。
有些企业用的开炼机温控系统精度不够,辊温的波动范围能达到 ±5℃ 甚至更大,对普通橡胶制品来说,这个波动幅度可能还能凑合用,但是对配方窗口比较窄的电缆料而言,完全足够把本来合格的混炼料变成不合格品。
还有个大家很容易漏的细节,就是辊筒两端的温度均匀性,要是加热或者冷却系统存在死角,辊面中段和端部的温差会导致料片不同区域的混炼程度不一样,这种不均匀性靠外观检查很难发现,等到后面挤出环节就全暴露出来了,比如壁厚不均、表面粗糙、力学性能离散度大之类的。要是你这边反复碰到混炼料状态不稳定,换批次差异大的问题,不妨先去查下辊温的实际波动范围还有均匀性,很多时候这么做比直接调配方见效快多了。
时间设定与翻炼节奏:别全靠经验,得有实际依据
混炼时间是开炼机参数里最容易被主观经验带偏的一项,不少工厂的操作标准就是看到料包辊了、颜色看起来均匀了就可以打三角包,但不同批次原料的初始温度、吸油速率本来就有差异,只靠外观判断混炼终点,混炼程度肯定是参差不齐的。
电缆料里常用的碳酸钙、滑石粉这类填料,得有足够的剪切时间还有翻炼次数,才能在树脂基体里均匀散开,要是翻炼频率太低,每刀之间的间隔拉得太长,已经初步分散开的填料颗粒,还会因为温度降下来重新团聚,得靠下一轮更高强度的剪切才能重新打开,这么做不光拉长了总的混炼时间,还拉高了能耗,也增加了胶料过炼的风险。
反过来,混炼时间太长也不是好事,PVC 电缆料在高温辊面上停留太久,热降解产物会让后续加工的时候气味更大,色差问题也更明显,对需要符合环保标准(如 RoHS、REACH)的低烟无卤电缆料来说,混炼时间太长攒下来的热历史,还会影响材料的阻燃性能还有烟密度指标。
建立适配自身配方和原料特性的标准化混炼时间窗口,搭配翻炼次数的量化控制,这才是提升电缆料混炼一致性的关键一步,建议企业可以先从记录每一批次的开炼时间、翻炼次数还有最终料温开始,慢慢攒出适合自己家配方的参数基准。
参数之间的协同关系:只单独调整某一项,很多时候治标不治本
填充系数、温控精度、混炼时间这三个参数,本来就不是互相独立的,填充系数决定了料层的厚度,进而影响胶料受到的剪切强度还有传热效率;辊温决定了胶料的粘弹性还有填料的分散速度;混炼时间则和翻炼节奏一起决定了总剪切量还有热历史。
你单独把辊温调高来缩短混炼时间,很可能出现表面过炼、内部还没熟的情况,为了追求更好的分散效果盲目加翻炼次数,又可能在总热历史超标的情况下让材料降解,这些参数是需要协同匹配的,不是挨个调一遍就能搞定的。
这也是为什么不少企业换了配方或者引进新材料之后,原来的参数体系就不好用了,不是哪一个参数错了,是几个参数之间的匹配关系得重新校准。要是你正在给新配方调试开炼机参数,不妨按先定填充系数,再调辊温窗口,最后优化时间节奏的顺序来,每次只改一个变量,记录好对应的料片状态还有下游挤出的表现,慢慢就能摸到最优的组合。
改善方向与设备端的支撑能力
把参数层面的问题捋清楚之后,再回到设备本身来看,开炼机的设计制造水平,直接决定了参数调整的精度上限还有操作的便利程度。
辊筒的温控均匀性,要看加热冷却系统的结构设计还有流道布局,辊距调节的精度还有重复定位能力,会直接影响填充系数的一致性,翻炼机构的响应速度还有操作的人机工程设计,则决定了翻炼节奏能不能真的做到标准化,这些都是设备选型的时候要重点关注的点。
利拿实业在橡塑混炼设备领域已经深耕很多年了,很清楚电缆料企业在混炼环节碰到的各种参数匹配难题,我们的开炼机产品在线圈温控精度、辊端温差控制以及辊距微调机构等方面都做了针对性优化,就是想给电缆料企业提供更稳定、更好控制的混炼基础平台,同时我们也支持根据客户的配方特性和产能要求,提供全流程非标定制化的橡塑混炼成型解决方案。
要是你现在正被电缆料的混炼质量波动问题困扰,不妨先从系统梳理现有参数体系开始,再评估下手里现有的设备,是不是具备精细化调节的能力,找到问题的根源,后续改善才有明确的方向。如需结合您的具体胶种配方、产能要求和生产工况评估方案,可与利拿实业技术团队进一步沟通。
版權所有:廣東利拿實業有限公司厚街分公司【穀歌地圖】
備案號:粵ICP備08110834號

掃碼添加微信






