
近20年專注橡塑設備研發生產
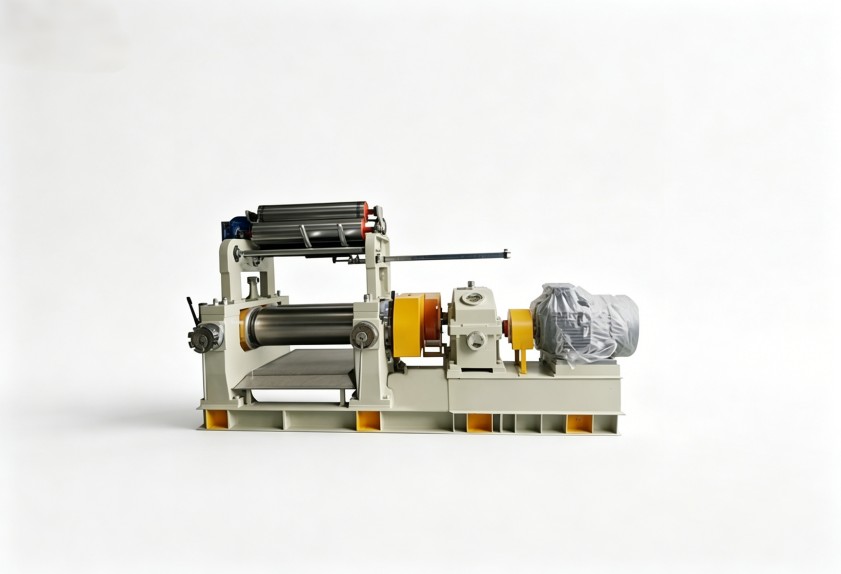
主營密煉機、開煉機、擠出機、造粒機、過濾出片機

服務熱線:
18046916153

諮詢:18046916153
問:18046916153
微信:18046916153
電子郵件: lnmlj@linajx.com
橡胶密封件开炼总出现厚薄不均、焦烧频发?问题说不定出在辊距控制逻辑上
做橡胶密封件的同行应该都懂,这类产品对胶料的均匀性还有内部致密性要求本来就很高,开炼环节只要出一点小偏差,后续做出来的产品就容易出现壁厚偏差,硫化完之后物理性能也达不到标准,很多操作员碰到这类问题第一反应就往配方或者来料不均上面找原因,压根没注意到開煉機本身的自动化控制参数,是不是和当下用的胶种、对应的工艺窗口匹配得上,我们这边平时跟行业里的人交流多,发现很多时候辊距控制逻辑、温控响应精度、填充系数管理这些开炼机自动化控制的细节,才是影响生产稳定性的关键,能帮大家找到这些生产异常的真正根源。
辊距根本不是调好就不用动的固定参数,动态补偿才是核心
以前老的开炼操作,全靠人工反复拧旋钮调辊距,尤其是橡胶密封件生产常用的NBR、EPDM、FKM这些胶种加工的时候,胶料跟着温度上升,再加上持续的剪切作用,流动性还有体积都是一直在变的,要是你把辊距设定完就再也不去调,后面进辊的胶料就会越轧越薄,前面的胶料反而偏厚,最后出来的胶片断面是楔形的,根本达不到均匀的矩形要求。带闭环反馈的自动化辊距控制,说白了就是一直在做实时感知辊筒间隙变化,然后反向修正的动作,传感器会实时采集辊距的实际数值,和预先设好的目标值做对比之后,驱动调距机构做微调,整个过程毫秒级就完成了,这样一来胶料在辊缝里承受的剪切速率就会更稳定,胶片厚度的波动范围也能大幅收窄。对密封件产品来说,1-2毫米的厚度偏差,就有可能影响后续沟槽填充效果和最终的密封性能,开炼机自动化控制的价值,可不只是省人工那么简单,还能把人为很难察觉到的参数漂移量给牢牢控制住。
温度失控其实是焦烧的隐形推手

焦烧一直是橡胶密封件生产里大家碰到最多的异常之一,开炼过程里胶料在两个辊筒之间反复过,和金属表面持续接触散热,要是辊筒温度波动太大或者出现局部过热,胶料在辊面上停留的那段时间里,就可能提前发生硫化反应,表面长出焦斑,严重的还会直接硬化变成碎块。通常情况下手动调节冷却水阀门,滞后性特别明显,往往温度已经飘得很高了才想着去干预,根本来不及,自动化温控系统的核心优势,就体现在响应速度这块,自动系统靠辊筒内嵌的温度传感器实时反馈数据,联动水路调节阀快速升降温,能把辊面温度的波动控制在很小的范围里。不同胶种的温控要点也有区别,NBR类胶料对热比较敏感,温控窗口很窄,需要更精细的冷却策略,EPDM在温度稍高的环境下加工性能反而更好,但是超过临界值之后同样有焦烧风险,FKM也就是氟橡胶,本身加工温度就很高,对温控系统的耐高温传感器还有冷却能力都提出了更高的要求,大家选开炼机的时候,也得确认下它的温控系统支不支持不同胶种的参数分组存储,还有一键切换的功能。

填充系数和加料节奏,是很多人没重视的效率瓶颈
填充系数就是一次加料量和辊筒容料区容积的比值,这个数值直接影响胶料的吃料速度、混炼均匀度还有最终产能,不少密封件厂碰到的吃料慢、包辊差的问题,根源根本不在胶料配方上,反而是填充系数和当前的辊距、转速不匹配。自动化控制系统在这块的作用,一是可以根据当前的辊距和转速自动算出最优的填充量,给出加料的参考区间,二是通过称重或者体积检测反馈实际的加料量,形成完整的闭环,密封件生产本来就有频繁换料、小批量多品种的特点,每次都靠手动估算填充系数,既耗时间又很容易出错,自动化系统能把这个靠经验攒出来的参数固化成可以重复调用的工艺文件,换单的时候直接调出来用,能省掉不少调试时间。加料节奏也同样重要,一次投料投太多的话,会导致电机负荷突然飙升,胶料也包裹不均,投料太少的话又会拉长混炼周期,单位时间的产能就往下掉,一般来说比较合理的做法,是把填充系数和加料速度做联动控制,让胶料在辊面上一直保持稳定的薄层、翻炼、卷入的循环状态。
从凑合用变好用,自动化落地得满足几个基础前提
开炼机自动化控制,真不是简单往设备上加装一套电控柜就完事了,利拿实业这么多年接触过不少密封件企业的升级案例,很多设备升级完效果达不到预期,往往不是硬件质量不行,而是几个基础环节没有同步跟上。辊距传感器、温度热电偶的精度,是会随着使用时间慢慢衰减的,如果校准的周期拖得太长,反馈回来的信号就会偏离实际数值,控制系统做出来的调整,就变成了基于错误数据的正确逻辑,反而起不到作用,一般建议大家建立定期标定的制度,尤其是加工完含填料比例高、磨损性强的胶料之后,最好专门做一次校准。自动化真不是按下启动按钮就完全不用管了,操作人员得搞懂每个控制参数背后的实际物理意义,比如辊距目标值为什么设在这个区间,温控曲线的拐点对应什么工艺阶段,填充系数的报警阈值怎么合理设置,把这些摸透了,碰到异常工况的时候才能快速判断到底是设备出问题了,还是参数设置不对。密封件生产是一整条连续的链路,开炼机的自动化参数要是和上游密煉機的排胶温度、下游壓延機的进料速度接不上,单机控制做得再精准,也很难保证整条线的生产稳定性,设备之间的通讯接口和数据格式统一,才是实现整线自动化协同的前提。
现在橡胶密封件行业对开炼环节的均匀性、温度稳定性还有工艺重复性的要求一直在提高,开炼机自动化控制早就从原来的锦上添花,慢慢变成了生产的基础配置,要是你现在正被厚薄不均、焦烧频发、换料调试时间太长这些问题困扰,想找解决方向的话,可以从辊距控制逻辑、温控响应和填充系数这三个核心参数入手,挨个排查现有设备的自动化能力和实际工况之间的匹配度就行。利拿实业可以根据你的实际生产需求,提供全流程非标定制化的橡塑混炼成型解决方案。
版權所有:廣東利拿實業有限公司厚街分公司【穀歌地圖】
備案號:粵ICP備08110834號

掃碼添加微信






